


انتقال حرارت در فرایند اکستروژن


- توضیحات
- دسته: اطلاعات فنی
- منتشر شده در پنج شنبه, 06 آذر 1393 09:23
دانستن نحوه انتقال حرارت در اکستروژن و نحوه کنترل آن امری مهم میباشد چرا که در ایجاد شرایط حرارتی متناسب با محصول لازم است. مطالعه انتقال حرارت در اکستروژن از دو دیدگاه بررسی میگردد.
دیدگاه اول اکسترودر را به عنوان یک کل در نظر گرفته و روش گلوبال نامیده میشود. این روش شامل کمی سازی سطوح انرژی –مکانیکی و گرمایی- در کل اکسترودر میگردد که عبارتند از: گرمایش (توسط هیترها)، خنک کاری (توسط مدار آب)، اتلاف حرارتی و افزایش انرژی درونی ماده اکسترود شده میباشد. دیدگاه دوم فقط شامل برل میگردد. بنابراین بیشتر جنبه موضعی دارد. مواد هنگام عبور از اکسترودر شامل یک سری تبدیلاتی میگردد که در طول مسیر رخ میدهد.
نویسنده: یاسر سلیمی
1 تعادل گرمایی گلوبال
یک تحلیل جامع از فرایند اکستروژن را میتوان برای مرتبط کردن میزان تبدیل مواد با مقادیر توان ایجاد شده مورد استفاده قرار داد. هدف این روش تعیین میزان مصرف انرژی فرایند و کمی سازی انتقال انرژی به مواد میباشد. مقادیر توانی که در یک تحلیل اکستروژن در نظر گرفته میشوند عبارتند از:
** توان مکانیکی ایجاد شده توسط موتور:
P_mechanical
** توان حرارتی ایجاد شده توسط سیستم گرم کننده:
P_heating
** توان حرارتی جذب شده توسط مدار خنک کننده:
P_cooling
** توان حرارتی جذب شده توسط محیط:
P_losses
** توان جذب شده توسط مواد اکسترود شده:
P_material
معادله تعادلی که شامل این مقادیر توان میگردد:
Pmechanical + Pheating= Pcooling + Plosses + Pmaterial
دلا ول (Della vell) از این روش برای تخمین بازده انرژی اکسترودر استفاده نمود. او میزان تولید و تبدیل ذرت را با میزان انتقال انرژی به آن معادل و متناسب فرض نمود. توان جذب شده توسط ماده از سایر مقادیر کسر میگردد. این کمیت، میزان انرژی لازم برای تبدیل مواد را نشان میدهد که معادل تغییر آنتالپی ماده هنگام عبور از اکسترودر میباشد. معادله تعادلی انرژی نشان میدهد که انرژی انتقال یافته به ماده میتواند از منبع مکانیکی یا حرارتی باشد. میزان کیفیت پخت یک ماده اکسترود شده (میزان تغییر ماهیت و پخت ماده) را معمولا با اندازه گیری انرژی مخصوص مکانیکی موسوم به SME میسنجند. این انرژی نسبت انرژی مکانیکی تولید شده توسط جریان مواد اکسترود شده (واحد kWh/tیا J/kg ) میباشد. با این وجود برخی از کاربران ترجیح میدهند تا کیفیت محصول را بر حسب گشتاور تولید شده توسط موتور بسنجند.
1-3 تعادل داخلی موضعی
تبدیل ترمومکانیکی رضایت بخش مواد نیاز به شناخت پدیده تبدیل حالت رخ داده در ماده و بین مواد و برل دارد. بدین منظور، حالت های انتقال باید به صورت موضعی مورد مطالعه قرار گیرد. شناخت تغییرات حرارتی ماده هنگام عبور از مارپیچ با حل معادله تعادل انرژی مبتنی بر مدل عمومی یک بعدی از حالت انتقال (رسانش، همرفت و ...) صورت میگیرد. این کار باید انتقال همرفت گرما بین مواد و برل، انتقال همرفت گرما بین ماده و مارپیچ و یک ترم منبع (انرژی مثبت یا منفی) در داخل ماده را پوشش دهد.
1-4 پارامترهای اساسی
تحلیل انتقال حرارت در داخل اکسترودر دو مارپیچ نشان میدهد که این پدیده شامل برخی پارامترهای میگردد که باید کنترل شوند.
1-4-1 خواص رئولوژیکی، گرمایی و فیزیکی
تفاوت قایل شدن بین خواص رئولوژیکی، گرمایی و فیزیکی مهم است. در این زمینه یک بررسی با جزییات توسط دلا ول و ورگنس انجام گرفته است که شامل ارائه مقادیر و روشهای اندازهگیری میگردد.
خواص فیزیکی عبارتند از میزان رطوبت و گرانش مخصوص. میزان رطوبت (که با MC و بصورت درصد % نمایش داده میشود) خود خواص دیگری از ماده را نشان میدهد. ممکن است برخی بین درصد رطوبت در حالت خشک و حالت تر تفاوت قایل شوند. اولی میزان رطوبتی که به طور طبیعی در ماده وجود دارد را نشان داده و دومی میزان کل رطوبت ماده پس از افزودن رطوبت به آن را نشان میدهد. از گرانش مخصوص برای تعیین جریان حجمی و درجه پر شدن مارپیچها استفاده میگردد.
خواص شیمیایی نیز عبارتند از گرمای ویژه، نقطه ذوب، آنتالپی ذوب و رسانایی گرمایی. گرمای ویژه مواد غذایی که معمولا در پخت اکستروژن مورد استفاده قرار میگیرند عددی بین 1500 تا 2500 ژول بر کیلوگرم بر کلوین میباشد. در حالتی که مواد اکستروژن ترکیبی از المان های مختلف باشد برای تعیین گرمای ویژه از روشی استفاده میشود که میزان درصد هریک از مواد و گرمای ویژه آنها را در مقدار نهایی تاثیر دهد. رسانایی گرمایی مواد غذایی نیز بین 1/0 تا 5/0 وات بر متر بر کلوین متغیر است. همچنین دما و آنتالپی ذوب ماده نیز برای محاسبه انرژی مورد نیاز برای تغییر حالت ماده ضروری میباشد. برای پودر ذرت، تغییر در نقطه ذوب به عنوان تابعی از درصد رطوبت از قانون فلوری پیروی میکند (Colonna and Mercier).
ویسکوزیته ماده یکی از خواص رئولوژیکی میباشد که اتلاف ویسکوز حاصل از تنشهای برشی را موجب میشود. برای اندازهگیری این کمیت به ابزارهای خاصی نظیر رئومتر نیاز است. با این حال تعدادی از محققان در مورد خواص رئولوژیک مواد مورد استفاده در پخت اکستروژن تحقیقاتی را انجام داده اند.
1-4-2 ضریب انتقال حرارت همرفت بین مواد و برل
کیفیت انتقال حرارت در اکسترودر به ضریب انتقال حرارت همرفت بین مواد و برل وابسته میباشد و توان منتقل شده متناسب با این ضریب میباشد. با این حال تجربی چندانی برای تعیین مقدار این کمیت انجام نشده است.
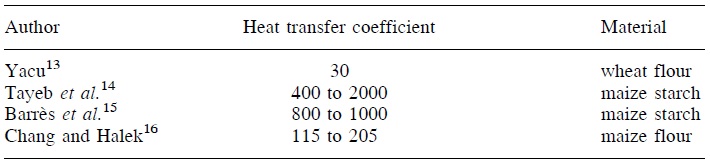
مقادیر ضریب انتقال حرارت برای مواد مختلف پودری در ناحیه انتقال:
مقادیر ضریب انتقال حرارت برای مواد مختلف در ناحیه ذوب:
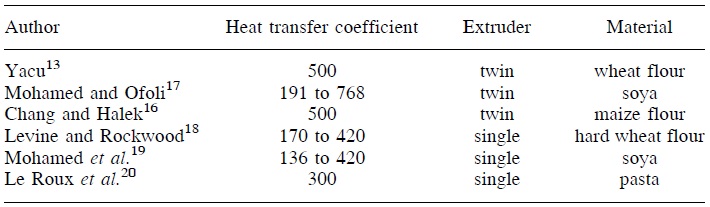
جدول اول مقادیر ضریب انتقال حرارت همرفتی را در ناحیه انتقال صلب برای مواد در حالت پودر نمایش میدهد. برای نواحی که ماده به صورت مذاب وجود دارد، مقادیری برای آن در جدول دوم آورده شده است. از این مقادیر نتیجه میشود که اولا انتقال حرارت در حالتی که ماده مذاب باشد بهتر انجام میگیرد و ثانیا انتقال حرارت دراکسترودر دومارپیچ بهتر انجام میگیرد.
1-4-3 ناحیه انتقال حرارت بین ماده و برل
توان منتقل شده بین برل و ماده متناسب با سطح انتقال حرارت است. برای یک اکسترودر دو مارپیچ، این ناحیه متناسب با درجه پر بودن مارپیچ هاست که طبق شرایط عملکردی تعیین میگردد (سرعت دورانی مارپیچ، گام ماردونها، ورودی ماده و چگالی ماده). ناحیه انتقال حرارت برابر با حاصلضرب سطح داخلی برل در درجه پر بودن مارپیچ هاست. معادلات متفاوت ارائه شده در متن بر اساس یک ساختار مبتنی هستند.
1-4-4 اتلاف ویسکوز: نرخ برش-ویسکوزیته-حجم
اتلاف ویسکوز عامل تبدیل و اختلاط مواد است. این توان حرارتی که منبع مکانیکی دارد یک فاکتور مهم در تغییرات گرمایی در ماده است. این توان بوسیله ایجاد گرادیان سرعت که معروف به نرخ برش ϒ در داخل یک حجم از ماده است، بوجود میآید.
به علت پیچیدگی جریان، استفاده از فرضیات ساده ساز ضروری میباشد. در این زمینه روشهای یک، دو و سه بعدی توسط تایب (Tayeb) ، بارس (Barres) و نوئی (Noe) ارائه گردیده است. این روشها مبتنی بر حل معادلات نویر استوکس برای سیال هم دما، تراکم ناپذیر و نیوتونی میباشد. همچنین مدل المان محدود جریان داخل مارپیچها توسط ژیدولسکی[1] انجام گرفته است. ژیدولسکی، وایت و چن در تحقیقات متعدد اطلاعات بیشتری را در مورد سرعت و فشار بدست آوردهاند.
1-4-5 مشکلات موجود در اندازهگیری برخی پارامترهای گرمایی
این دسته از پارامترهای گرمایی دیل در پخت اکستروژن، محدودیتهای موجود بر سر راه شناخت و تعیین آنها را نشان میدهد. کمبود اطلاعات نسبت به این پارامترها از دشواری اندازهگیری آنها حاصل میشود. شرایط بحرانی دما، برش، جریان و فشار در داخل اکسترودر به راحتی قابل اندازه گیری نیستند. به هر حال اگر بخواهیم محاسبات گرمایی موثق باشند، باید همه پارامترهای موثر به دقت تعیین گردند.
1-4-6 تحقیقات تجربی
با انجام تحقیقات تجربی روی اکستروژن، اندازهگیری و تبیین رفتار دمایی و مکانیکی برل در حضور ذرت امکانپذیر شد. نشان داده شده است که دما در برل و ماده درون برل مستقیما پروفیل مارپیچ را منعکس میکنند. دنده معکوس در مارپیچ باعث ایجاد ناحیه بسیار متراکم در قسمت گذار از دنده مستقیم به دنده معکوس میگردد. این افزایش فشار ناگهانی باعث افزایش دمای ماده در دنده مستقیم میگردد. با رسیدن دما به حد بیشینه خود در دنده معکوس، ماده منبسط میگردد. ماده در اثر دما و فشار بالا تغییر ماهیت میدهد. اندازهگیری پرسرعت فشار حاکی از وجود رفتار پالسی در ناحیه گذار است. این رفتار نشان میدهد که جریان ماده در ناحیه گذار به شدت متلاطم است.
اثر شرایط عملکردی اکستروژن در حالتهای پایدار نیز به روشنی ارائه شده است. دما با افزایش سرعت یا کاهش درصد رطوبت، افت میکند و با افزایش ورودی، افزایش مییابد.
تا بحال همه آزمایشات و مطالعات روی فرایندهایی با شرایط متداول (حداکثر سرعت و ورودی 500 و 250) انجام گرفته است. با افزایش ظرفیت اکسترودرهای جدید که ورودی آنها به چند صد کیلوگرم بر ساعت و سرعت آنها تا 1200 دور بر دقیقه میرسد ممکن است رفتار ترمومکانیکی مواد تغییر کند.
1-5 مدلسازی حرارتی
1-5-1مقدمه
به منظور مانیتور و کنترل بهتر فرایند اکستروژن، فهم و کنترل انتقال حرارت در آن حیاتی میباشد. تعیین رفتار گرمایی اکسترودر برای بدست آوردن محصول با کیفیت مورد نظر ضروری است. بنابراین تدوین سیستم اندازهگیری مناسب و توانایی پیشبینی عملکرد اکسترودر در شرایط عملیاتی مشخص لازم است. پارامترهایی که باید بر آنها تسلط داشت عبارتند از: دمای برل، دما و فشار ماده و توانهای درگیر در فرایند. مدلهای توسعه یافته در این زمینه را میتوان به دو دسته تقسیم نمود. گروه اول را مدلهای دانشی مینامند که پدیده فیزیکی را با حل معادلات پایستگی توصیف میکنند. دسته دوم را مدلهای "جعبه سیاه" نیابتی که روابط سادهای بین کمیتهای اندازهگیری شده و پارامترهای عملیات ارائه میکنند.
یک روش جدید برای فهم و تخمین انتقال حرارت در برل اکسترودر ارائه شده است. در این مورد یک مدل با جزئیات و با استفاده از روش المان محدود توسعه یافته است. برای مقاصد صنعتی، یک ودل ساده شده برای پیش بینی رفتار گرمایی برل و مواد درون اکسترودر به صورت real-time به صورت برنامه کامپیوتری ساخته شده است.
1-5-2 مدلهای حرارتی برتر برای اکستروژن
در ادامه مدلهای اصلی برای انتقال حرارت در اکسترودر دو محور معرفی میگردند. در اینجا فقط مدلهای دانشی مرتبط بررسی خواهند شد. چراکه مدلهای نیابتی قابل اعمال به عملیات نیستند. مدلهای دانشی را میتوان به سه دسته تقسیم نمود:
** توصیف جریان: تادمور و کلین، جانسن، کولونا، و طیب
** جنبههای انرژی ماده و اکسترودر: طیب، چانگ و هالک، ون زوئیلیکم، و دلا ویل
** رفتار رئولوژیک ماده: هارپر، فلچر، ورگنس، مورگان، محمد
این مدلها پارامترهای هندسی مارپیچها و برلها، شرایط عملکردی (ورودی ماده، سرعت دوران مارپیچ و دمای تعیین شده برلها) و خواص گرمایی، فیزیکی و رئولوژیکی محصول را دربر میگیرند. بخاطر پیچیدگی هندسه و الگوی جریان، برخی فروض ساده ساز لازم است. همه این مدلها مبتنی بر حل معادله تعادل انرژی میباشند و فرضیاتی که در آنها در نظر گرفته شده است عبارتند از: شرایط پایسته، انتقال یک بعدی، برل همدما و اکسترودر را میتوان به نواحی عملکردی متفاوت تقسیمبندی نمود. شکل عمومی معادله تعادل در زیر مشص است:
![]()
که ![]() محیط دیواره برل (m) و dz المان محوری (m) میباشد.
محیط دیواره برل (m) و dz المان محوری (m) میباشد.
هر مدل در نمایش ضریب انتقال حرارت بین ماده و برل و اتلاف ویسکوز تفاوت قایل شده است. در اینجا کار برخی از آنها معرفی خواهد شد. آنها اکسترودر را یک کل در نظر گرفته و تعداد زیادی پارامتر نظیر دما، فشار، درجه پر شدن، انرژی برشی و توزیع زمان حضور ماده را ارزیابی نمودهاند.
یاکو(Yacouاولین نفری بود که مدل ترمومکانیکی برای پخت اکستروژن ارائه نمود. در ناحیه انتقال جسم صلب، به خاطر پر نبودن مارپیچها ویسکوزیته ماده در این ناحیه صفر در نظر گرفته شده است. ضریب انتقال حرارت همرفت بین ماده و برل W/(K.m^2) 30 منظور شده است. در ناحیه فشرده سازی با تغییر فاز ماده و همچنین ناحیه برشی (ناحیه دارای دندههای معکوس با شیار برگشتی)، تغییر ماده در یک فاصله بسیار کوچک و مارپیچها پر فرض میشود. ضریب انتقال حرارت همرفتبین ماده و برل در این ناحیه W/(K.m^2) 500 در نظر گرفته شده است. طبق محاسبات مارتلی، اتلاف ویسکوز قابل توجهی در این ناحیه وجود دارد.
طیب یک روش تئوری و تجربی برای مطالعه پخت اکستروژن پودر ذرت ارائه نمود. در ناحیه انتقال صلب، توصیف جدیدی از توزیع ماده مبتنی بر مشاهدات صورت گرفته ارائه شد. آنها یک عدد برای توان تولید شده ناشی از اصطکاک مواد در فضای بین روی دندهها و برل معرفی کردند تا دمای ماده در انتهای ناحیه به مقدار تجربی خود (تقریبا C° 170) برسد. ضریب انتقال حرارت بین 400 تا W/(K.m^2) 2000 متغیر است. بارس جایگزینی برای این مدل ارائه کرد که در آن دمای ماده در انتهای ناحیه انتقال پایینتر از نقطه ذوب خود (مطابق فرض اولیه) میباشد. در ناحیه افزایش فشار در حالت مذاب، معادله نویر استوکس برای سیال تراکم ناپذیر با رفتار نیوتونی به منظور تعیین گرادیان فشار و پروفیل سرعت حل گردیده است. ناحیه برشی، که ناحیهای با دندههای معکوس و شیاردار میباشد، توسط طیب مورد مطالعه قرار گرفته است.
مدلسازی نهایی فرایند پخت اکستروژن دو محوره با استفاده از نرم افزار LUDOVIC® امکانپذیر است. این برنامه محصول مشترک CEMEF و INRA میباشد.
محمد و اوفولی به طور تجربی ضریب انتقال حرارت بین مواد و برل (بین 191 و 768) و نرخ برشی را تعیین نمودند. چانگ و هالک روشی برای محاسبه توان اصطکاکی در ناحیه انتقال صلب، و اتلاف ویسکوز در سیستمهای خمیر کننده ارائه نمودند. ون زوئیلیکم یک مدل ترمومکانیکی شامل روشی برای محاسبه ضریب انتقال حرارت بین برل و مواد با استفاده از همبستگی جپسن، ارائه نمود. این جنبه مدل، از دقت کمی برخوردار بوده و کاربرد آن مشکل میباشد.