


عملیات حرارتی نیتراسیون پلاسما


- توضیحات
- دسته: اطلاعات فنی
- منتشر شده در پنج شنبه, 06 آذر 1393 09:23
نیتراسیون عبارت است از وارد کردن نیتروژن اتمی در لایهی سطحی فولاد است. بنابراین سختی سطح در این روش بستگی به نیترید فلزی تشکیل شده دارد. در حالی که امکان نیتراسیون برای بسیاری از فولادها وجود دارد، تنها در صورتی می توان سختی زیاد در سطح به دست آورد که قطعه مورد نظر از جنس فولادهای آلیاژی مخصوص، شامل عناصر آلیاژی نظیر آلومینیوم، کرم، مولیبدن و یا وانادیوم باشد. این عناصر در سطح قطعه به محض تماس پیدا کردن با نیتروژن اتمی با آن ترکیب شده و تشکیل نیتریدهای پایدار و سخت میدهند.
برخی از تفاوتهای عملیات حرارتی کربندهی و نیتراسیون عبارتاند از کربندهی باید در گسترهی دمایی آستنیت (875 تا 925 درجه سانتیگراد) انجام شود، در حالی که نیتراسیون را میتوان در گسترهی دمایی پایداری فریت (550 تا 650 درجه سانتیگراد) انجام داد. به علاوه، در نیتراسیون نیاز به سریع سرد کردن قطعه نیست. معمولا قطعات نیتراسیون شده را پس از پایان عملیات و از دمای نیتراسیون در هوا سرد میکنند.
اگر فولادهای کربنی ساده نیتراته شوند، سختی سطحی در حد متوسط ( در حدود HV400 ) افزایش مییابد. دلیل این موضوع این است که در دمای نیتراسیون ، نیتروژن نسبتا سریع به داخل فولاد نفوذ کرده و تشکیل نیترید آهن میدهد. از آنجایی که نیتریدهای یاد شده در عمق نسبتا زیادی پراکنده میشوند، سختی سطح را نمیتوانند در حد زیادی افزایش دهند. آلومینیوم و تا حدودی کرم، وانادیوم و مولیبدن میل ترکیبی زیادی با نیترژون دارند، بنابراین از نفوذ آن به داخل قطعه جلوگیری کرده و تشکیل یک لایهی نازک نسبتا پایدار (تا حداکثر 1 میلیمتر) و سخت نیتریدی بر روی سطح قطعه میدهند. با افزایش درصد این عناصر آلیاژی سختی سطح نیتراته شده افزایش یافته درحالی که ضخامت لایهی نیتراته شده کاهش مییابد. از آنجایی که نیترید کرم در مقایسه با نیترید آلومینیوم تا عمق بیشتری تشکیل میشود، وجود این عنصر آلیاژی باعث جلوگیری از تغییر سریع ترکیب شیمیایی و افت ناگهانی سختی از پوسته سخت شده به مغز سخت نشده میشود و بنابراین احتمال پوسته شدن سطح را کاهش میدهد. مولیبدن علاوه بر مشارکت در سخت کردن سطح، باعث افزایش چقرمگی مغز قطعه نیز میشود.
برای نیتراسیون موضعی، مناطقی که نیاز به نیتروژندهی نداشته باشند را توسط مخلوطی از سیلیکات سدیم و پودر گچ پوشش میدهند.
در حال حاضر عملیات نیتراسیون به سه روش انجام میگیرد:
1)نیتراسیون پلاسما
2)نیتراسیون گازی
3)نیتراسیون حمام نمک
نیتراسیون پلاسما
سیکل نیتراسیون با قرار دادن قطعات در محفظه کوره آغاز شده و محفظه در میزان مورد نظر، تحت خلا قرار می گیرد. با رسیدن به سطح مطلوب خلا در محفظه کوره، گاز فرایند برای انجام عملیات پیش گرمایش وارد محفظه می شود. پیش گرمایش در گستره دمایی 400 تا 450 درجه سانتی گراد انجام می گردد.با اتمام فرایند پیش گرمایش، قطعات تحت بمباران یونی، آلودگی زدایی شده و سطح آن ها تمیز می شود.گاز عملیات تحت اختلاف ولتاژ بین قطعات و دیواره کوره یونیزه شده و برخورد یون های شتاب گرفته با سطح قطعه موجب بر طرف شدن ذرات آلودگی می شود. با انجام تمیزکاری سطح قطعات، امکان آغاز فرایند نیتراسیون ایجاد می گردد.
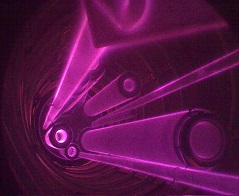
شار کنترل شده ای از نیتروژن، هیدروژن و متان وارد محفظه شده و تحت اختلاف ولتاژ موجود بین محفظه و قطعات یونیزه می شود. پلاسمای ناشی از یونیزاسیون گازها، هاله ای بنفش و زیبا را در اطراف قطعات ایجاد می کند. ترکیبی از حرارت و انرژی پلاسما موجود انجام واکنش بین نیتروژن و عناصر نیترید زای موجود در قطعه کار خواهد شد.
انجام واکنش بین گاز نیتروژن و قطعه کار، لایه ای مقاوم به سایش (لایه سفید) حاوی فازهای اپسیلون و گاما (نیترید های آهن) بسته به نوع گازهای موجود در محفظه بر روی قطعه شکل می گیرد. در ادامه لایه های نیترید عناصر آلیاژي موجود در فولاد در نواحی زیرین لایه نیترید آهن تشکیل می شود. با اینکه لایه سفید، لایه ای مقاوم به سایش است ولی در شرایط عملکرد تحت ضربات مکانیکی خرد شده و سایش را تشدید می کند. به همین دلیل در برخی کاربردهای قطعات تحت ضربه تمایل زیادی به حذف این لایه وجود دارد. نیتراسیون پلاسمایی تنها فرایند قادر به حذف کنترل شده این لایه است.
فرایند نیتراسیون پلاسمایی قادر به ایجاد عدد سختی در گستره 55 تا بیش از 70 راکول سی بوده و قطعات عملیات شده با این فرایند عاری از اعوجاج هستند. به دلیل امکان کاهش دما در این فرایند در مقایسه با فرایندهای سنتی ، قطعات سختی بالاتری یافته و پایداری ابعادی خود را حفظ می نمایند.
مزیتها و معایب این روش عبارتند از:
** نیاز به دمای پایین تر (400 الی 450 درجه سانتیگراد) نسبت به روش های دیگر و در نتیجه حفظ خواص سختکاری و تمپر
** اعوجاج کمتر قطعات
** مناسب برای نیتراسیون فولادهای ضد زنگ و سایر آلیاژهای غیر آهنی نظیر تیتانیوم و نیکل
** عمق لایه ضد سایش کمتر
** زمان عملیات کوتاه تر
** قابلیت تنظیم ضخامت لایه فازهای مختلف تشکیل شده و لایه سفید
** هزینه بالای دستگاه ها و تجهیزات
نیتراسیون گازی
در این روش قطعات مورد نظر در داخل کوره قرار گرفته و گرم میشوند. سپس به فضای اطراف قطعات گازی که از نیتروژن غنی باشد (معمولا آمونیاک) تزریق میشود. این گاز در دمای بالا با سطح قطعات واکنش داده و نیتروژن آن وارد سطح قطعه شده و تشکیل لایه نیتراته میدهد.
ویژگیهای این روش عبارتند از:
** زمان طولانی لازم برای عملیات
** دمای عملیات بالا (500 الی 510 درجه سانتیگراد)
** قابلیت کنترل و افزایش ضخامت لایه نیتراته
** مقرون به صرفه در تعداد قطعات بالا
** کاهش خواص خوردگی فولادهای ضد زنگ
نیتراسیون حمام نمک
در این روش قطعه در نمک مذاب حاوی نیتروژن (معمولا سیانید) فرو برده میشود. این کار باعث افزایش سختی سطحی قطعه و انجام عملیات نیترو-کربورایز میگردد. ویژگیهای این روش عبارتند از:
** دمای عملیات بالا (550 الی 570 درجه سانتیگراد)
** زمان کوتاه فرایند (معمولا 4 ساعت)
** فرایند ساده
** ایجاد آلایندگی محیطی به خاطر سمی بودن نمک مورد استفاده
** به دلیل ثابت بودن مقدار نیتروژن درون نمک، با هر نمک فقط امکان یک نوع فرایند وجود دارد.