


جنبه های مهندسی اکستروژن


- توضیحات
- دسته: اطلاعات فنی
- منتشر شده در دوشنبه, 17 فروردين 1394 11:23

دو دسته فاکتور وجود دارند که در فرایند پخت اکستروژن نقش کلیدی دارند: فاکتورهایی که به نوع مواد فراوری شده بستگی دارند و فاکتورهایی که از مشخصات فنی و عملیاتی اکستروژن استخراج میگردد. مهمترین فاکتورها در دسته اول رطوبت، ویسکوزیته و ترکیب شیمیایی مواد خام هستند. در دسته دوم نسبت تراکم و چیدمان مارپیچ، سرعت دورانی مارپیچ، دمای فرایند و دامنه تغییرات فشار اعمالی به برل مهمترین فاکتورها هستند. فاکتورهای قابل تنظیم عبارتند از شدت جریان، دمای فرایند و اندازه سوراخهای قالب. همه این فاکتورها دارای همبستگی مثبت با یکدیگر بوده و اثرات مهم روی کیفیت محصول اکستروژن دارند.
نویسنده: محمد اکبر
فصل 1: جریان جرمی و توزیع دما در اکسترودرهای تک محور
1-1- تئوری جریان جرمی و توزیع دما
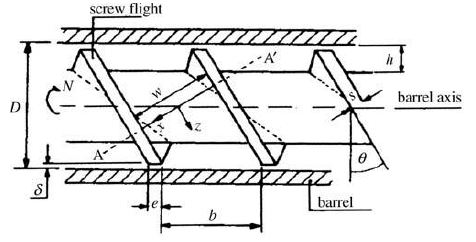
برای فهمیدن مکانیزم اختلاط، نرخ جریان، توزیع فشار و غیره لازم است که ابتدا نوع جریان در برل مشخص گردد. مشکل اصلی در توصیف الگوی جریان در داخل اکسترودر این است که جریان در قسمت تراکم و metering غیر نیوتونی و غیر همدماست. مهمترین ساده سازیهای انجام گرفته، فرض پایدار بودن، ناچیز بودن نیروهای اینرسی و گرانشی و جریان کاملا شکل گرفته سیال تراکم پذیر است.
همانطور که به آن اشاره شد، هنگام پخت اکستروژن سبزیجات، مواد فراوری شده شبیه سیال غیر نیوتونی رفتار میکنند. دلیل اصلی این امر فرار بودن ویژگیهای رئولوژیکی ماده فراوری شده میباشد که به نوبه خود به وضعیت تراکم ماده و میزان تغییرات فیزیکی و شیمیایی در فرایند وابسته است. بنابراین فقط با داشتن اطلاعات جامع از ماده در حال اکستروژن میتوان آن را به درستی مدل نمود.
1-2- توزیع زمان حضور ماده در اکسترودر
در هنگام توصیف اکستروژن، بیان این مسئله که مواد برای چه مدت در اکسترودر حضور دارند از اهمیت بالایی برخوردار است. بر اساس این توزیع زمان، بیان میزان اختلاط مواد، انتظار از میزان خمیری شدن و میزان همگن شدن مواد حین تغییر شکل در فرایند اکستروژن قابل توضیح است. زمان حضور ماده به طور ویژه وابسته به نحوه توزیع سرعت در دستگاه و طول مارپیچ است. اگرچه محاسبه زمان حضور ماده در یک بخش خاص دستگاه از روی سرعت جریان ممکن است اما نتایج تجربی هستند که بهترین پاسخ را در اختیار ما میگذارند.
فصل 2: تعادل انرژی
یک دیدگاه عمومی وجود دارد که تکنیک اکستروژن یک تکنیک بسیار پرمصرف است. با این حال تحقیقات این موضوع را تایید نمیکند به خصوص در مقایسه با سایر عملیاتهای حرارتی که روی سبزیجات انجام میشود.
دوران مارپیچ ورود انرژی مکانیکی را میسر مینماید. بوسیله اتلاف ویسکوز، بیشتر این انرژی به گرما تبدیل میشود اما مقداری از آن هم صرف افزایش فشار مواد داخل برل و افزایش انرژی جنبشی آن میشود
در تئوری اکستروژن اغلب از اصطلاح انرژی مکانیکی مخصوص (SME) استفاده میگردد که انرژی مصرف شده بر واحد جرم ماده فراوری شده میباشد.
تحلیل انرژی مارپیچ اکسترودر در رابطه با تبدیل انرژی مکانیکی به حرارت در کانالهای مارپیچ و گپ بین مارپیچ و برل حایز اهمیت است. در حین فرایند اکستروژن، این انرژی عمدتا از طریق اتلاف به حرارت تبدیل شده و باعث تغییرات دما، خواص شیمیایی و احتمالا فاز مواد میگردد. ممکن است این انرژی برای انجام فرایند کافی نباشد که در اینصورت از خارج به دستگاه گرما داده میشود. اضافه کردن مستقیم بخار به مواد نیز به منظور افزایش دما و رطوبت مواد استفاده میشود.
همچنین مقدار مشخصی از گرمای تولید شده انرژی آزاد شده از واکنش شیمیایی است.
فصل 3: انتقال حرارت و جرم در اکسترودر دوقلو
به طور کلی دو نوع اکسترودر وجود دارد: تک محور و دومحور. نوع دوم به دو دسته همجهت و غیر هم جهت تقسیم میگردد. اکسترودرهای دو محور غیر همجهت مانند پمپ جابجایی مثبت عمل میکنند. این نوع اکسترودر میزان اختلاط مواد و همچنین میزان نشتی در اثر افزایش فشار را کاهش میدهد. در اکسترودرهای دو محور هم جهت، مواد به طور پیوسته از یک مارپیچ به مارپیچ دیگر منتقل میگردند. مکانیزم جریان را میتوان به صورت ترکیبی از جریان درگ و جابجایی مثبت در اثر فشار روبه جلوی مارپیچها توصیف نمود. اکسترودرهای هم جهت معمولا در سرعتهای بالاتری نیز (300 تا 600 درو بر دقیقه) کار میکنند. اگرچه مارپیچهایی که اخیر ساخته میشوند به صورت ماژولار بوده و دارای قسمتهای مختلف با هندسههای مختلف میباشند، اما معمولا به سه قسمت از نظر عملکرد تقسیم میشوند:
- قسمت تغذیه که کار انتقال مواد به قسمتهای جلویی مارپیچ را برعهده دارد.
- قسمت تراکم که ماده داغ و فراوری شده و به شکل خمیری در میآید.
- قسمت سنجش که وظیفه انتقال مواد به درون قالب را بر عهده دارد.
3-1- انتقال حرارت
مشکل اصلی در مدلسازی انتقال حرارت در اکسترودرهای غذایی، لزوم در نظر گرفتن همه متغیرها در یک تحلیل جامع است. این امر به خاطر نیاز به حجم محاسبات فراوان غیر ممکن به نظر میرسد با این حال میتوان تحت شرایط خاص از برخی متغیرهای غیر مهم در آن شرایط چشمپوشی نمود. به عبارت دیگر میتوان با ایجاد برخی فروض در یک وضعیت، حل معادلات را برای آن وضعیت آسان نمود.
اغلب مواد غذایی به عنوان سیال غیر نیوتونی رفتار میکنند. مدلهایی وجود دارد که فهم خوبی از رفتار این مواد به دست میدهد.
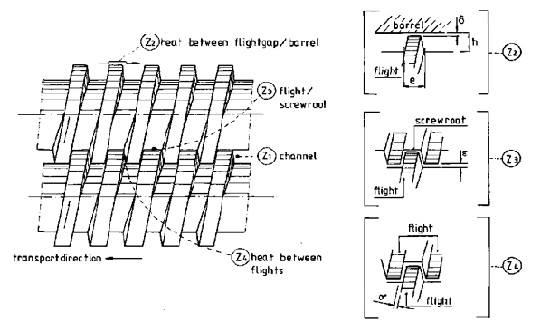
برای ضریب انتقال حرارت دو مکانیزم باید از یکدیگر جدا شوند . انتقال حرارت در برل و انتقال حرارت در مارپیچ. در برل، دندههای در حال دوران مارپیچ سطح برل را جاروب کرده و مواد تازه در هر دور به آن میچسبد. گرمای منتقل شده از طریق رسانش به آن لایه، با کندن آن به صورت همگن در مواد موجود در کانال پخش میشود.
بررسی دو ضریب انتقال حرارت نشان میدهد که در فرایندهای اکستروژن غذایی، انتقال حرارت روی دیواره برل مهمتر از سطح مارپیچ میباشد. هرچند که باید یک استثناء مهم قایل شد. سطح برل کاملا تمیز فرض میشود. اما در واقع در گپ موجود بین مارپیچ و دیواره برل لایه نازکی از مواد قرار میگیرد که مانند عایق حرارتی عمل میکند و میتواند انتقال حرارت را کاهش دهد.
3-2- مدل یاکو
یاکو اکسترودر دو محوره را به سه قسمت اصلی تقسیمبندی کرد: ناحیه انتقال ماده صلب، ناحیه پمپ ماده ذوب شده و ناحیه برشی ماده ذوب شده. پروفیل دما و فشار به طور مجزا برای هر قسمت پیش بینی شده است. فرضیات زیر در مدل یاکو اعمال گردیده است:
·رئولوژی ماده مذاب با یک مدل ویسکوزیته غیر نیوتونی و غیر همدما توصیف میگردد که اثر رطوبت و چربی را لحاظ میکند. همچنین اکسترودر در شرایط پایسته کار میکند.
· رفتار پایسته و شرایط یکنواخت برقرار است.
· جریان مذاب به شدت لزج بوده و در رژیم جریان لمینار قرار دارد.
· اثرات جاذبه ناچیز فرض شدهاند.
· مارپیچ آدیاباتیک فرض شده است.
· درجه پخت در سرتاسر سطح مقطع یکسان فرض
3-2-1- ناحیه انتقال ماده صلب
اکسترودرهای دو محوره اغلب در شرایط تغذیه نامناسب کار میکنند و میزان ورودی توسط واحد تغذیه، سرعت و گشتاور مارپیچ کنترل میگردد. بنابراین مارپیچ در قسمت تغذیه به صورت نیمه کامل پر شده و فشاری ایجاد نمیگردد. به این خاطر این مسئله، توزیع انرژی مکانیکی ناچیز میباشد. حرارت از طریق رسانش از برل به مواد منتقل میگردد.
3-2-2- ناحیه پمپ ماده ذوب
در این ناحیه فرض میشود تغیر شکل ماده از پودر جامد به خمیر سیال به صورت ناگهانی اتفاق میافتد. این اعتقاد وجود دارد که انرژی در کانالها از طریق نشت جریان در گپهای موجود هدر میرود.
یکی از فرضیات موجود در مدل یاکو این است که وقتی ماده وارد ناحیه پمپ مذاب میشود، مارپیچ از ماده پر میشود. در این محاسبات ماده تحت تنش برشی کامل قرار میگیرد. با این وجود همانطور که در ابتدا گفته شد بیشتر اکسترودرهای دو محوره به صورت کامل پر نمیشوند.
3-2-3- زویلیکم
ویژگی منحصر به فرد مدل تدوین یافته توسط زوئیلیکم این است که این مدل کل گرمای منتقل شده برای هر نقطه در امتداد محور مارپیچ در اکسترودر را محاسبه میکند. این مدل که حاصل چندین مقاله است از دو قسمت اصلی تشکیل شده است. قسمت اول گرمای منتقل شده از برل به اکسترودر را حساب میکند. قسمت دوم گرمای تولید شده بوسیله اتلاف ویسکوز را محاسبه میکند. فرضیات زیر در مدل اعمال گردیده اند:
- پارامترهای ورودی عبارتند از: پروفیل دمای داخل برل، گشتاور، جریان تغذیه
- گشتاور تبدیل به فشار، انرژی تبدیل فاز و افزایش دما میگردد.
الف) گشتاور و انتقال همرفت گرما به صورت خطی تابع درجه پر شدن هستند
ب) تغییرات ویسکوزیته ماده مطابق مدل توانی سیال غیر نیوتونی و وابسته به دما و زمان میباشد.
پ) انرژی مورد نیاز برای خمیری کردن مواد در مقایسه با انرژی لازم برای افزایش دمای مواد قابل چشم پوشی میباشد.
ت) ماده مذاب به شدت لزج بوده و دارای جریان لمینار میباشد.
ث) فقط جریان کلی در راستای محور مارپیچ در نظر گرفته شده است.
بر این اساس یک مدل کامپیوتری طراحی شده است که بر اساس رویه زیر پارامترهای مربوط به مواد و فرایند را دریافت و مدل زوئیلیکم را اجرا میکند:
- متغیرهای ماده: ویسکوزیته اولیه، دمای ذوب، چگالی و رطوبت محتوا
- متغیرهای سیستم: نرخ مواد ورودی، دمای اولیه ماده، طول اکسترودر، هندسه مارپیچ و پروفیل دما
وظیفه بسیاری از عملیاتها در پخت اکستروژن پلی ساکاریدها، شکستن ذرات و خمیری کردن مواد آنها تا حد مشخص برای کاربردهای گوناگون در تولید غذای انسان و حیوان میباشد. تغییرات قابل توجهی به خاطر شکست و تشکیل پیوندهای ژلهای در رئولوژی این مواد حین فرایند رخ میدهد. این تغییرات میتواند بر پارامترهای فراوری و معیارهای پایداری موثر باشند. زوئیلیکم یک فرمول مخصوص کاربرد در تکنولوژی غذایی ارائه دادند. از این متد در مدل زوئیلیکم استفاده شده و تاثیر مکانیزم تشکیل و شکست حالت خمیری و ژلهای را بر ویسکوزیته به عنوان تابعی از نرخ برشی و میزان رطوبت و چربی توصیف میکند. او یک رفتار توانی را با یک رفتار مستقل از دما و یک ترم اضافه را برای توصیف تشکیل شبکه وابسته به انرژی فعالسازی و زمان حضور، با یکدیگر ترکیب نمود.
نویسنده: یاسر سلیمی